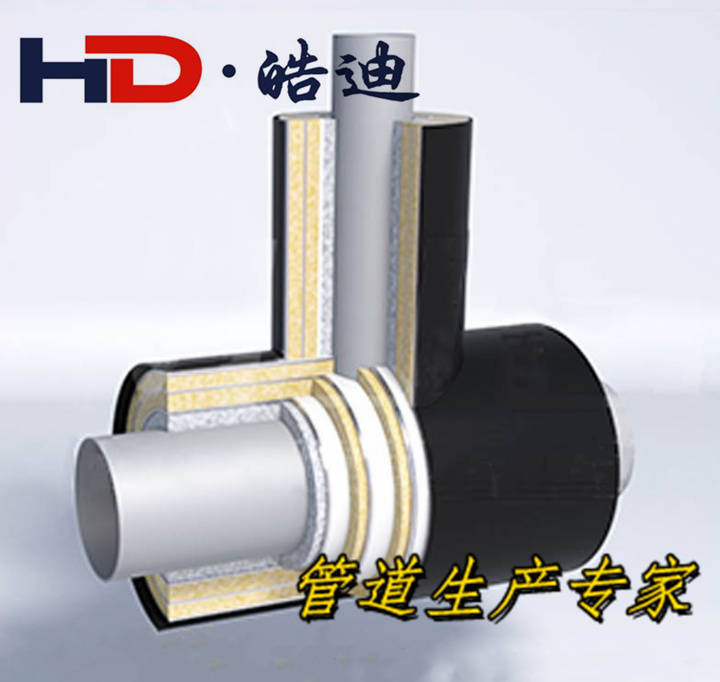



关于钢套钢保温管的生产工艺是可以分为冷拉与热扎二种。冷扎钢套钢保温管的消耗过程一般要比热扎更复杂一些,精轧管先要停止三辊连轧,揉捏成型后要停止口模检测,倘若外表初始化失败裂痕后圆钢管要历经割机停止激光切开,激光切开生长短约一米的胚料。
钢套钢保温管的生产加工工艺流程:
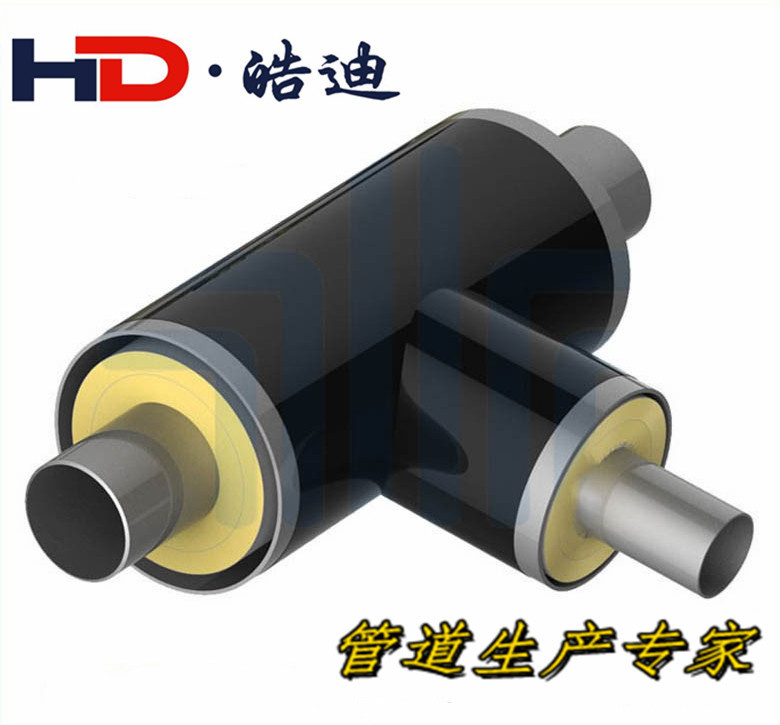
随后进到淬火过程,淬火要用酸碱性液防止酸洗钝化,酸洗钝化时要注意外表可否有许多的出泡形成,倘若有许多的出泡形成表明钢管的质量达不上相对的标准。外型上冷扎钢套钢保温管要短于热扎钢套钢保温管,冷扎钢套钢保温管的厚度一般比热扎钢套钢保温管要小,可是外表看上去比薄壁钢套钢保温管愈加明亮,外表沒有过多的不光滑,标准都没有过多的毛边。
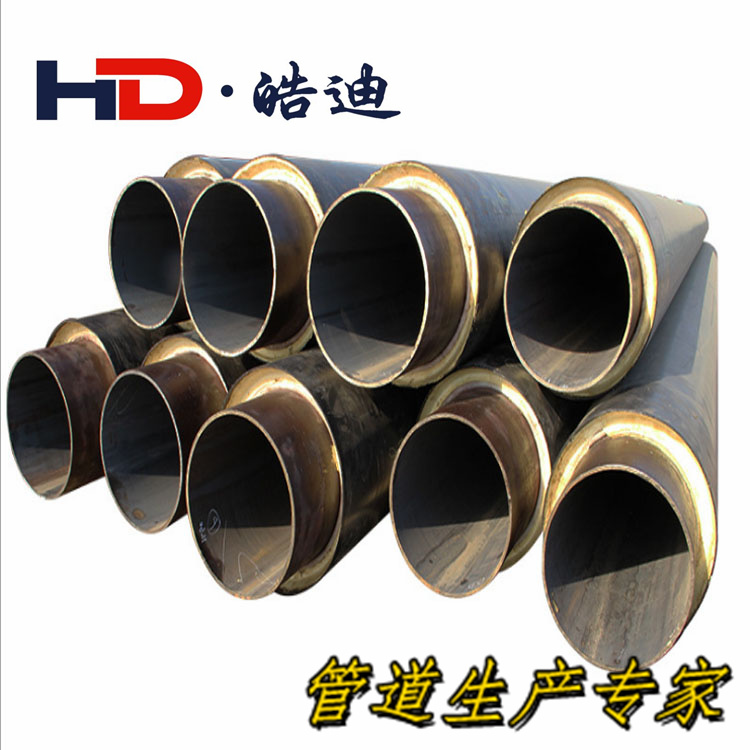
热扎钢套钢保温管的供货状况一般是热扎状况历经热处理后停止供货。热扎钢套钢保温管在质量检验后要再经过技术人员的严格的手艺制作挑选,在质量检验后要停止外表抹油,随后是频繁的冷拉实验,热扎处理后要停止破孔的实验,倘若破孔扩径过大需求停止校直纠正。
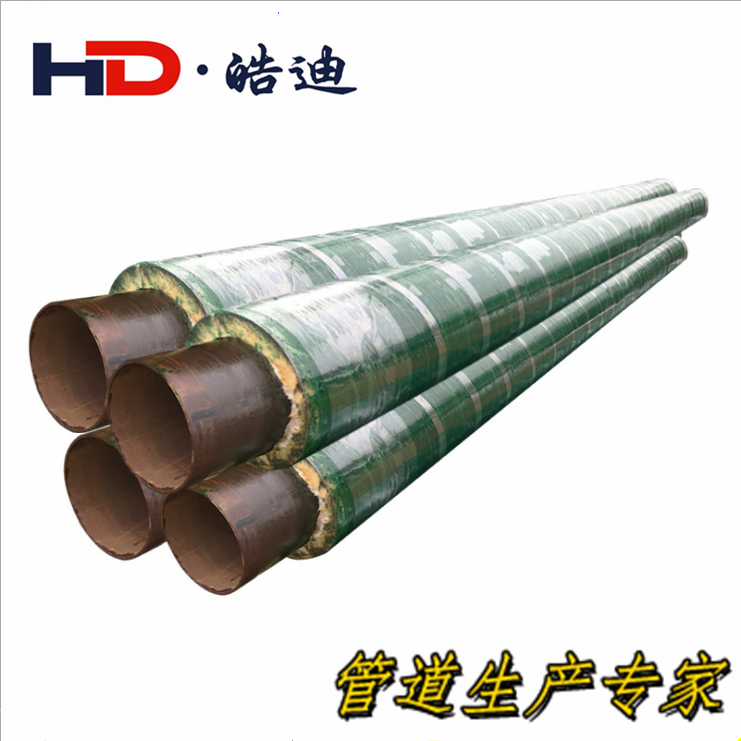
在校直后再由传输安裝传输到探伤机停止探伤检测实验,贴标签、停止标准型号修正后置放到仓库之中。热扎钢套钢保温管直径一般超过32mm,壁厚2.5-200mm,冷扎钢套钢保温管直径可以到6毫米,厚度可去0.25mm,厚壁管直径可到5毫米壁厚低于0.25mm,冷扎比热扎标准高精度。